- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

실험실 가치 이해: 색상을 읽는 진정한 방법 — 엔지니어링 플라스틱의 색상 차이 제어를 위한 세 가지 핵심 매개변수
"색도계 보고서의 ΔE 2.1이 허용됩니까? 아니면 허용되지 않습니까?"
"고객은 Lab 값이 틀렸다고 말하지만 색상은 제가 보기에는 거의 동일해 보입니다."
이것은 우리 기술팀이 매일 듣는 질문입니다. 엔지니어링 플라스틱 산업에서는 더 이상 육안만으로 색상 차이를 판단할 수 없습니다. 자동차 내장 부품, 3C 전자 하우징, 산업용 구조 부품 등 고객은 거의 항상 ΔE ≤ 0.5, L, a, b 값이 지정된 허용 오차 내에서 명확하게 기술된 색차 허용 표준을 포함합니다.
그렇다면 L, a, b는 정확히 무엇일까요? 그리고 육안 검사보다 더 신뢰할 수 있는 이유는 무엇입니까? 오늘은 엔지니어링 플라스틱 생산의 언어로 이 세 가지 매개변수를 설명하겠습니다.
I. 색상의 “좌표계”: 연구실 색 공간
지도에서 위치를 정확히 찾아내려면 경도, 위도, 고도가 필요하다고 상상해 보세요. Lab 색공간은 색의 "3차원 좌표계"입니다.
1976년 국제조명위원회(CIE)에 의해 설립된 이 표준은 색상 측정에 대한 글로벌 표준으로 남아 있습니다. 모든 색상은 좌표 집합(L, a, b)을 통해 이 3차원 공간에서 고유하게 위치할 수 있습니다.
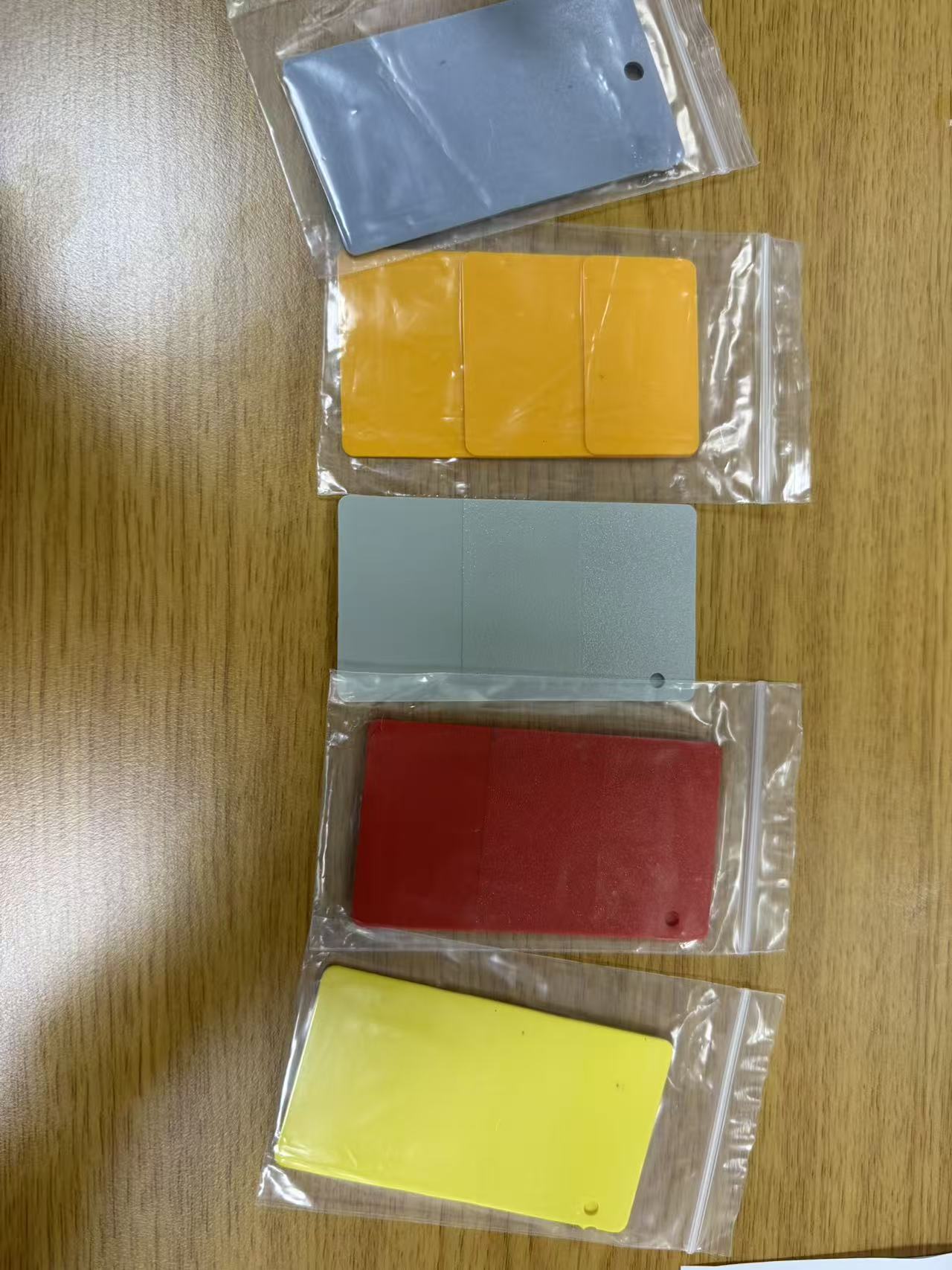
• L 값(밝기) : 0~100 범위입니다. L=100은 순백색, L=0은 순흑색입니다. 엔지니어링 플라스틱에서는 검은색 부분이 회색으로 변하거나 흰색 부분이 노란색으로 변하는 것은 본질적으로 L값의 변화입니다.
• 값(빨간색-녹색 색조) : 양수 값은 빨간색, 음수 값은 녹색을 나타냅니다. 밝은 빨간색이어야 하는 난연성 ABS가 "칙칙한 벽돌색"으로 변하면 a 값이 문제가 될 가능성이 높습니다.
• b 값(노란색-파란색) : 양수 값은 노란색, 음수 값은 파란색을 나타냅니다. b 값은 가장 "민감한" 매개변수입니다. PBT, PC, 나일론과 같은 재료는 고온 가공 중에 황변되기 쉽습니다. b 값이 양수로 이동하면 부품이 눈에 띄게 "노란색으로 변합니다."
II. 세 개의 숫자, 세 가지 일반적인 "색상 차이 증상"
생산 현장에서는 Lab 값의 변화를 통해 근본 원인을 신속하게 진단합니다.
1. L값의 편차가 크다 – 소재 상태 및 성형 공정 확인을 우선시한다.
• 높은 L 값(너무 흰색/창백함): 색상 마스터배치의 성형 온도가 낮거나 이산화티타늄이 부족할 수 있습니다.
• 낮은 L 값(너무 어두움): 재료 품질 저하(과도한 고온 노출) 또는 금형 환기 불량이 발생할 수 있습니다.
2. 값의 큰 편차 – 재료 구성 확인을 우선시합니다.
• 값의 양수 이동(붉은색): 난연제가 고온에서 분해되어 착색제가 변색되는 난연성 재료에서 흔히 발생합니다.
3. b값의 편차가 크다 - 건조조건, 주입온도 확인을 우선한다.
• b 값의 양수 이동(노란색): 가장 일반적인 원인은 과도한 건조 또는 과도한 용융 온도입니다. 나일론 소재는 특히 민감합니다. b-값 드리프트가 0.5이면 육안으로 볼 때 "노란색"으로 보입니다.
III. ΔE란 무엇인가? 왜 ΔE에만 의존할 수 없나요?
ΔE는 L, a, b 차원의 결합된 편차로, 다음과 같이 계산됩니다.
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
'전체 색상 차이'를 하나의 숫자로 요약하여 빠른 판단이 용이합니다. 그러나 문제는 동일한 ΔE가 매우 다른 색상 편차를 나타낼 수 있다는 것입니다.
예를 들어:
• 사례 A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (약간 너무 흰색)
• 사례 B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≒1.04(세 방향 모두 편차)
둘 다 거의 동일한 ΔE를 갖지만 사례 B는 더 "복잡"하고 육안으로는 "더 흐릿하게" 보일 수 있습니다. 따라서 전문적인 색차 제어에서는 ΔE와 개별 허용 오차를 모두 고려해야 합니다. 자동차 내장 부품의 일반적인 표준은 다음과 같습니다. ΔE < 1.0, |ΔL| < 0.5, |Δa| < 0.5, |Δb| < 0.5.
IV. 색상 차이는 어디에서 오는가? 네 가지 공통 소스
다년간의 고객 서비스 경험을 바탕으로 색상 차이의 주요 원인은 다음 네 가지 범주로 분류됩니다.
1. 재료 배치 변형 – 엔지니어링 플라스틱의 다양한 배치는 기본 색상에 약간의 차이가 있을 수 있습니다. 동일한 등급의 경우에도 POM의 경우 배치 간 b값 변동이 0.3~0.5인 경우가 흔합니다.
2. 통제 불능의 건조 과정 - 나일론, PET, PC와 같은 소재는 습기에 민감합니다. 너무 건조하거나 너무 건조하면 황변 현상이 발생할 수 있습니다. 한 경우에는 작업자가 건조 온도를 80°C에서 100°C로 높였고, 이로 인해 b-값이 1.2에서 2.8로 점프하여 전체 배치가 폐기되었습니다.
3. 사출 성형 공정 드리프트 – 배압, 스크류 속도, 사출 속도, 보압, 금형 온도 등의 작은 변화도 용융 흐름과 결정화 거동을 변화시켜 색상 외관에 영향을 줄 수 있습니다. 유리섬유 강화 소재는 특히 민감합니다.
4. 측정 환경 차이 – 다양한 색도계, 광원, 측정 조리개 또는 작업자가 가하는 압력도 판독값에 영향을 미칠 수 있습니다. 고객과 공급업체는 통일된 측정 표준(예: D65 광원, 10° 관찰자 각도)에 동의해야 합니다.
V. 결론: 색상은 관리될 수 있습니다
엔지니어링 플라스틱에서 색상은 더 이상 미스터리가 아닙니다. L, a, b 세 개의 숫자는 '색이 틀린 것 같아요'라는 주관적인 느낌을 'L값이 공차를 0.6, b값을 0.8만큼 초과한다'는 객관적인 사실로 바꿔줍니다. 색상 차이의 네 가지 원인을 이해하면 문제가 발생하기 전에 예방하는 데 도움이 됩니다.