- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

플라스틱 수축률 및 변형 방법에 영향을 미치는 요인
플라스틱 수축률에 영향을 미치는 요인
1. 재료 영향 :
(1) 재료 유형 : 다른 플라스틱 유형마다 수축률이 다릅니다 (표 1 참조).
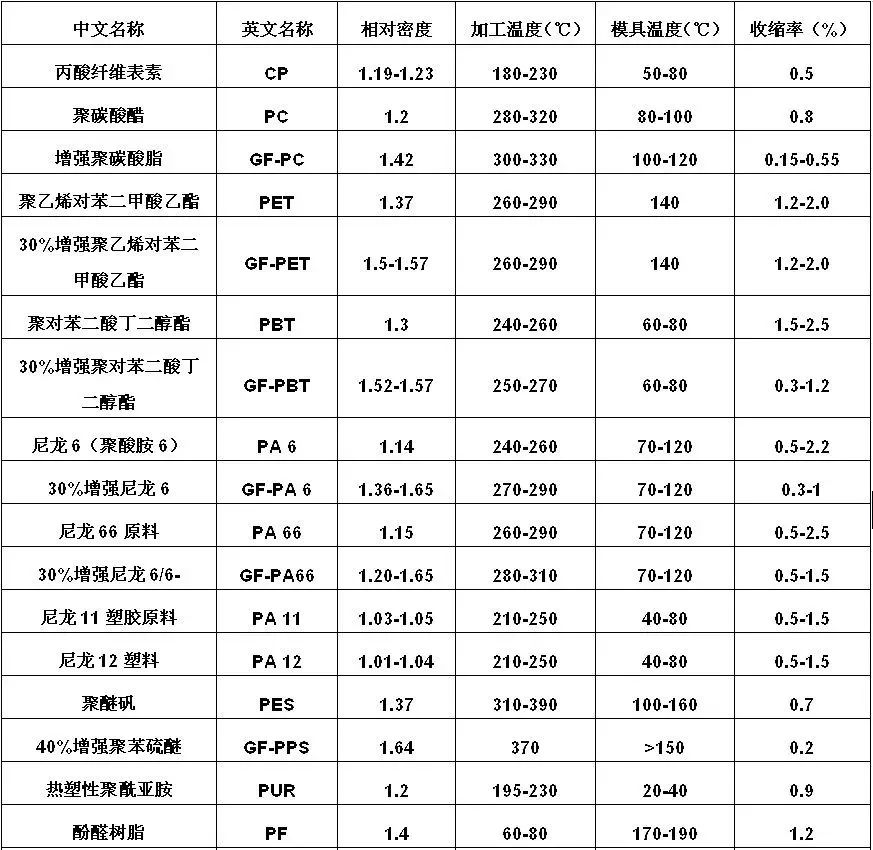
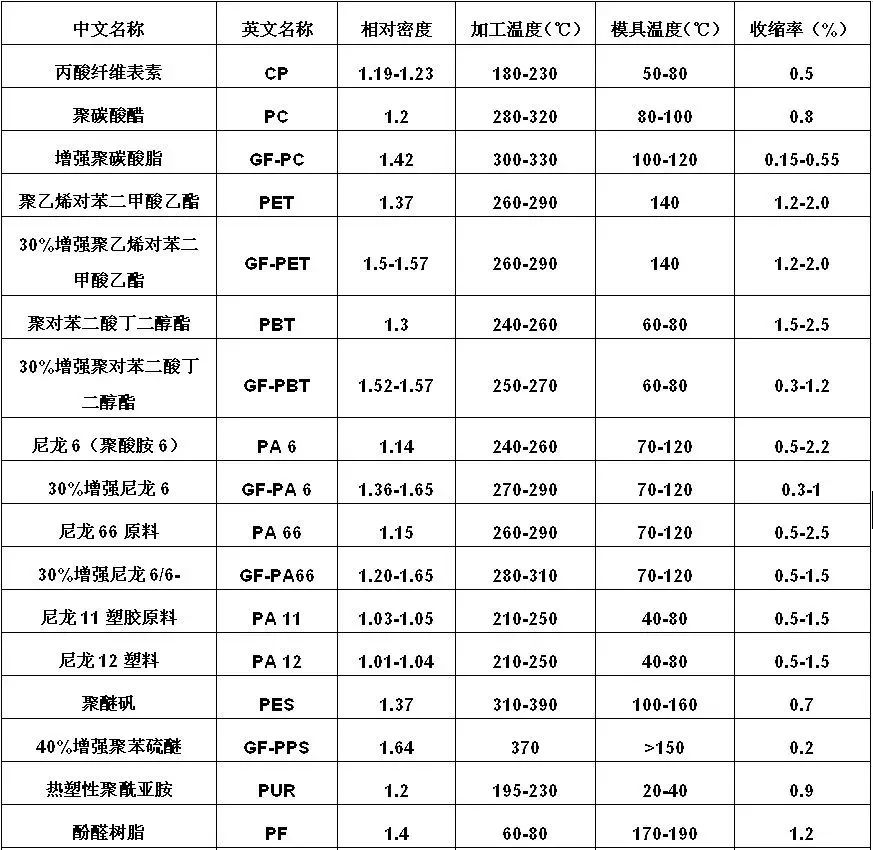
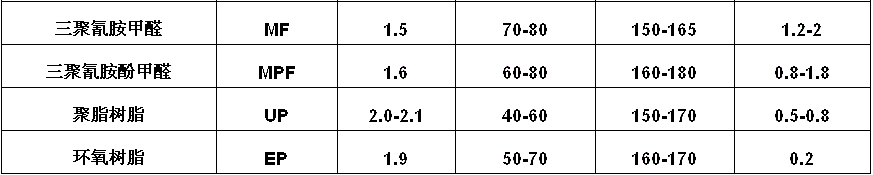
표 1로부터, 열가소체 중에서, 40%유리 섬유 강화 PPS는 가장 낮은 수축률 (0.2%)을 갖는 반면, 열 셋 중에서 에폭시 수지는 가장 낮은 수축률 (0.2%)을 갖는다는 것을 알 수있다. 형광 플라스틱은 가장 높은 수축률을 가지며, 약 6%에 이릅니다. 이어서 최대 수축률이 5%인 저밀도 폴리에틸렌 (LDPE)이 뒤 따른다.
(2) 물질 결정 성 : 동일한 물질의 경우, 결정 성이 낮을수록 수축률이 작습니다. 다양한 영향 요인 중에서, 수지 결정도의 정도는 수축에 가장 중요한 영향을 미칩니다.
(3) 재료 분자량 : 동일한 물질의 경우, 더 높은 분자량은 더 작은 수축률을 초래한다. 동일한 분자량이지만 더 나은 유동성을 갖는 수지는 성형 수축이 낮다는 것을 나타냅니다.
(4) 재료 변형 : 기본 수지에 다른 수지, 엘라스토머 또는 필러를 첨가하면 수축률이 다양한 정도로 줄어 듭니다. 수지 수축률의 차이는 용융 처리 중에 부품의 치수 정확도에 큰 영향을 미칩니다. 고정밀 플라스틱 부품을 생산하려면 수축률이 낮은 수지를 사용해야합니다. 예를 들어, PP 수지의 수축률은 1.8%-2.5%이며 분자량이 감소함에 따라 수축이 증가하여 고정밀 PP 부품을 생산하기가 어렵습니다.
2. 몰딩 프로세스 영향 :
(1) 일정한 성형 온도에 따라 주입 압력이 증가하면 수축이 감소합니다.
(2) 유지 압력 증가는 수축이 감소합니다.
(3) 용융 온도를 높이면 수축이 약간 줄어 듭니다.
(4) 곰팡이 온도가 높을수록 수축이 증가합니다.
(5) 보유 시간이 길면 수축이 감소합니다 (게이트 응고 후 수축은 영향을받지 않습니다).
(6) 대형 내 냉각 시간이 길면 수축이 감소합니다.
(7) 주입 속도가 높을수록 수축이 약간 증가하는 경향이있다 (작은 효과).
(8) 성형 수축은 크고, 신조 후는 작다. 신사 후는 처음 이틀 동안 중요하며 약 1 주일 후에 안정화됩니다.

3. 부문 구조 영향 :
(1) 두꺼운 벽 부품은 얇은 벽 부분보다 수축이 높습니다.
(2) 인서트가있는 부품은 인서트가없는 부품보다 수축이 낮습니다.
(3) 복잡한 모양의 부품은 단순한 모양의 부품보다 수축이 낮습니다.
(4) 길이 방향의 수축은 두께 방향의 수축보다 작다.
(5) 내부 구멍은 높은 수축을 나타내며 외부 특징은 낮은 수축을 나타냅니다.
4. 몰드 구조 영향 :
(1) 게이트 크기가 클수록 수축이 감소합니다.
(2) 게이트 방향에 수직 인 수축이 감소하고 게이트 방향에 평행 한 수축이 증가합니다.
(3) 게이트에서 더 멀리 떨어진 지역은 게이트 근처의 영역보다 수축이 낮습니다.
(4) 금형에 의해 제한된 부분의 섹션은 더 낮은 수축을 나타내고, 구속되지 않은 부분은 더 높은 수축을 나타낸다.
플라스틱 수축률을 줄이기위한 수정 방법
1. 파이버 충전 :
섬유에는 다양한 무기 및 유기 섬유가 포함됩니다. 유리 섬유를 예로 들어 PP 수지에 35% 유리 섬유를 첨가하면 수축률이 1.8% (채워지지 않은)에서 0.5%로 줄일 수 있습니다. 최근 몇 년 동안 개발 된 긴 유리 섬유 강화 플라스틱은 수축 제어의 장점을 제공하여 종 방향 및 횡 방향 모두에서 낮고 일관된 수축률을 나타냅니다.
2. 기존 필러 충전 :
무기 충전제에는 활석, 탄산 칼슘, 황산 바륨, 사양 분말, 울라 스토 나이트 및 몬트 모 릴로나이트 등이 포함됩니다. 필러 유형, 모양, 입자 크기 및 표면 처리 수준은 모두 수지의 수축률을 수정하는 데 효과성에 영향을 미칩니다.
(1) 충전제 모양 : 다른 모양의 충전제는 수축 감소에 다르게 영향을 미치며 효과 순서는 다음과 같습니다. 플레이크> 바늘 모양> 세분형> 구형입니다. 예를 들어, 벗겨진 몬트 모 릴로나이트와 운모는 복합 수축을 크게 감소시킵니다.
(2) 충전제 입자 크기 : 동일한 필러의 경우 더 작은 입자 크기는 수축 감소에 더 큰 영향을 미칩니다. 예를 들어, 활석으로 채워진 PP (20% 활석 + 8% POE)에서, 활석 입자 크기가 1250 메쉬에서 5000 메쉬로 증가함에 따라 수축률은 1.05%에서 0.8%로 감소합니다.
(3) 충전제 처리 : 필러의 표면 처리는 수축 감소 효과를 향상시킨다. 예를 들어, 10% 활석으로 채워진 ABS는 활석이 알루미 네이트 커플 링제로 처리 될 때 10% 활석으로 채워진 ABS는 0.48%에서 0.42%로 수축 감소를 보여줍니다.
(4) 충전제 하중 : 동일한 필러의 경우 하중이 높을수록 수축률이 더 크게 감소합니다.
3. 결정 성 감소 :
(1) 결정화-감소 제를 첨가하는 것은 일반적으로 사용되는 것은 분자 규칙을 방해하고 용융 상태에서 분자 운동을 방해하는 소분자 화합물이다. 따라서 결정 성을 감소시킨다.
(2) 다른 수지 추가 : 소량의 LDPE 또는 HDPE를 PP에 혼합하면 처리 중에 결정화가 방해 될 수 있습니다. PS, ABS, PMMA 또는 PC와 같은 비정부 수지도 첨가 할 수 있습니다.
4. 엘라스토머 추가 :
POE, EPDM 및 SBS와 같은 엘라스토머를 첨가 할 수 있습니다. 엘라스토머 함량이 5%미만인 경우, PP 수축 감소에 미치는 영향은 유사합니다. 5% 이상의 함량 이상, 효과는 유형에 따라 다르며, 수축 감소 순서는 다음과 같습니다. PP에서 무기 충전제와 엘라스토머를 결합하면 더 나은 수축 감소가 가능합니다.
5. 화학 이식 수정 :
PP의 이식 변형은 결정 성을 감소시켜 수축률이 낮아질 수 있습니다.